Files
Github Repository for .STL files [LINK TO DO]
Github Repository for pre-sliced plates [LINK TO DO]
Github Repository for CAD [LINK TO DO]
General print guide
Although many parts can be printed simultaneously, if using an unenclosed printer, we recommend printing parts one by one. This is because the differences in cooling caused by varying layer times can create wall artefacts if large and small parts are printed in the same run.
Ensure temperatures, pressure advance, flow rates, retraction, print speeds etc are tuned for your specific filament and printer. A comprehensive guide for print tuning can be found here (Eli’s Print Tuning Guide). Print surface (e.g. PEI sheet) should be cleaned with detergent to facilitate bed adhesion. This is especially important warp-prone filaments such as ABS/ASA, or parts which have a small bed contact area. Bed adhesives, e.g. glue stick or 3DLac, can be used depending on filament type. Always ensure filament has been dried prior to use, especially for PET, PETG and Nylon.
Carbon/glass fibre-filled filaments can be used where additional XY tensile strength or dimensional accuracy is required, for example in large warp-prone parts. These should be printed using a hardened steel or similar nozzle.
Ensure you follow all safety guides associated with your printer and filament. For example, ABS/ASA and Nylon require active ventilation and filtration due to VOCs and particulate matter generated during high-temperature printing.
General print settings
- 0.4mm Nozzle
- 0.2mm Layer height
- 4 walls
- 10-20% infill (Gyroid recommended)
- 4 bottom layers
- 5 top layers
- Arachne wall generator
- Support disabled
- Brim disabled (can be selectively enabled for parts with small bed contact area if required)
Printed parts table
| Part | Quantity | Print orientation | Suitable Materials | Notes |
|---|---|---|---|---|
| Y_Axis_Monoblock | 1 | 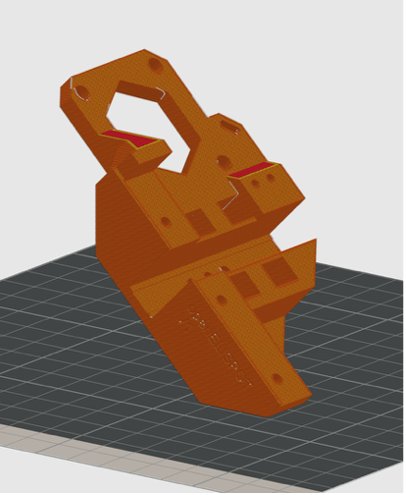 | Recommended: PETG, PET, ABS, ASA, PET-CF Not recommended: PLA due to low heat resistance (proximity to motor), Nylon (PA) due to material creep | Can also be printed flat, resulting in a slightly stronger part, but excessive support material would be required |
| Y_Axis_Motor_Mount | 1 | 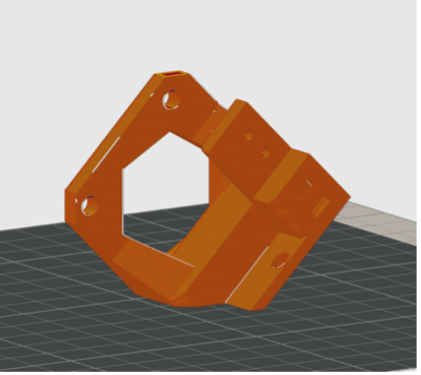 | Recommended: PETG, PET, ABS, ASA, PET-CF Not Recommended:PLA due to low heat resistance (proximity to motor). Nylon (PA) due to material creep. | Must be printed in orientation as shown for correct geometry to fit onto the linear rail. |
| Y_Axis_Tensioner | 1 | 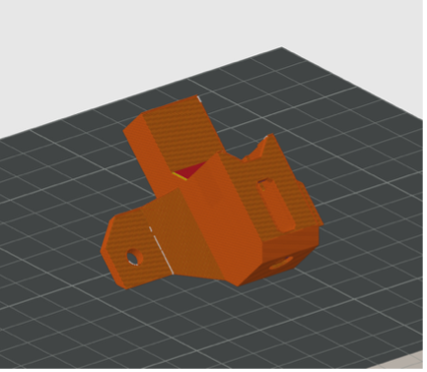 | Recommended: PETG, PET, ABS, ASA, PET-CF Not recommended: PLA, Nylon (PA) due to material creep | Must be printed in orientation as shown for correct geometry to fit onto the linear rail. |
| X_Axis_Tensioner | 1 | 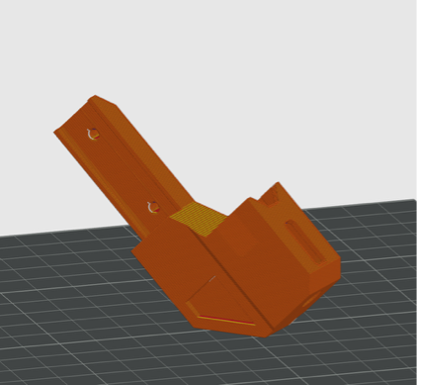 | Recommended: PETG, PET, ABS, ASA, PET-CF Not recommended: PLA, Nylon (PA) due to material creep | Must be printed in orientation as shown for correct geometry to fit onto the linear rail. |
| Idler_Assembly | 2 | 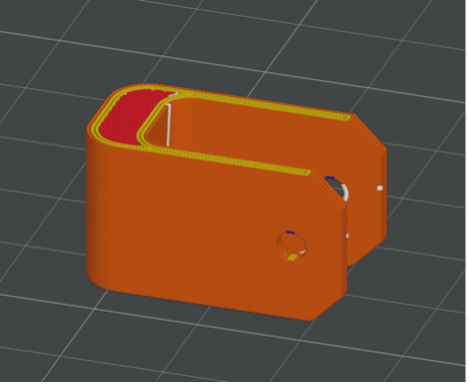 | Recommended: PET-CF With caution: PET, PETG, ABS, ASA Not recommended: PLA, Nylon (PA) due to material creep | This part is under constant tension, filaments with high tensile strength are recommended. Creep-prone filaments such as PLA can cause changes in belt tension over time. Must be printed in orientation as shown to avoid part breaking between layer lines. |
| X_belt_clamp | 1 | 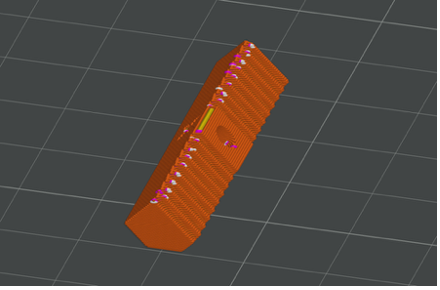 | Recommended: PET-CF With caution: PETG, PET, ABS, ASA, due to flexing under load Not recommended: PLA, Nylon (PA) due to material creep | Stronger filaments (e.g. PET-CF) recommended. Clamping features may be difficult to print for carbon/glass filled filaments. |
| Y_belt_clamp | 1 | | Recommended: PET-CF With caution: PETG, PET, ABS, ASA, due to flexing under load Not recommended: PLA, Nylon (PA) due to material creep | Stronger filaments (e.g. PET-CF) recommended. Clamping features may be difficult to print for carbon/glass filled filaments. |
| X_Carriage_Mount | 1 | 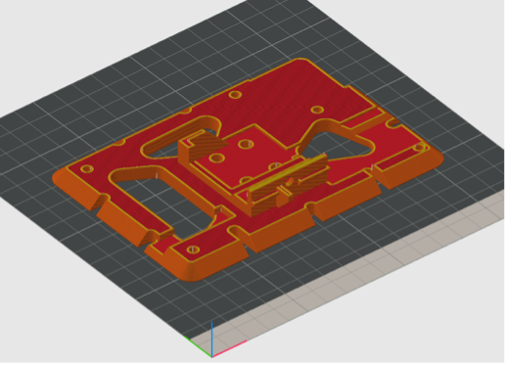 | Recommended: PETG, PET, ABS, ASA, PET-CF Not recommended: PLA, Nylon (PA) due to material creep | |
| Plate_support | 1 | 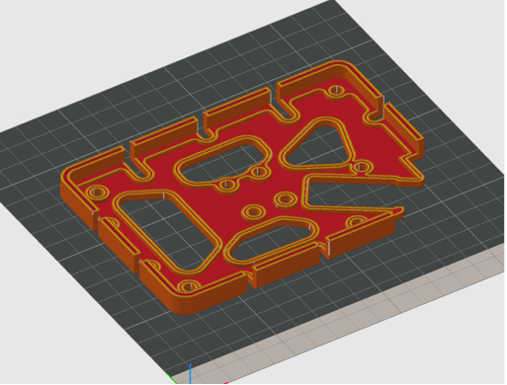 | Recommended: PETG, PET, PLA, Nylon (PA) With caution: ABS, ASA due to warping (can be alleviated using an enclosed/heated 3D printer) | This part has been designed with features such as cutouts to minimise internal stresses which cause warping and wall defects, however, warp-prone filaments should be used with caution. Carbon/glass composite filaments can help with this. |
| Plate_Pincher | 1 | 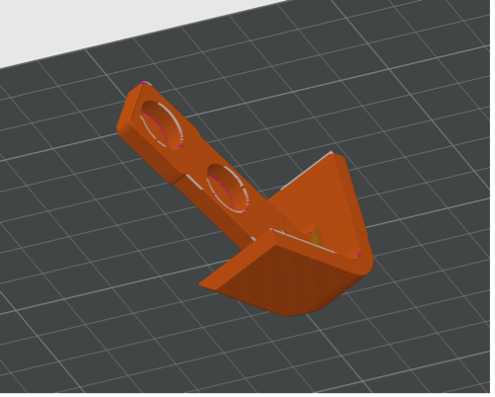 | Recommended: PETG, PET, ABS, ASA, PET-CF, Nylon (PA) With caution: PLA due to brittleness | The section holding the magnets in place is thin to facilitate magnet function. Ensure pressure advance and flow rates are tuned to avoid structural weakness. Bed contact area is relatively small. Brim can be enabled if required. |
| Plate_Background | 1 | 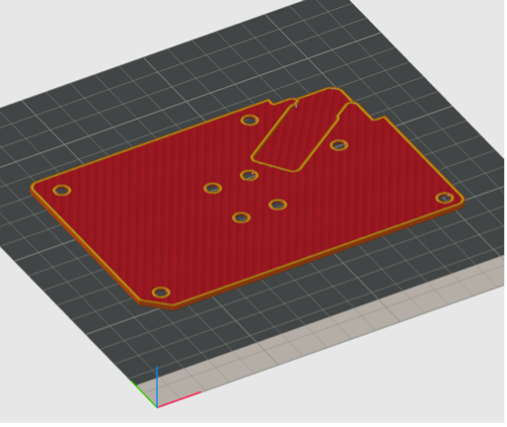 | Recommended: PETG, PET, PET-CF, PLA With caution: ABS, ASA, Nylon (PA) due to warping | Print this “upside down” as shown to avoid bridging close to the build plate for the plate_pincher track. Keep in mind the “top” surface will take on the texture of the build plate. |
| Stand_base | 1 |  | Recommended: PETG, PET, ABS, ASA, PET-CF Not recommended: PLA, Nylon (PA) due to material creep | |
| Aluminium_profile_mount | 1 | 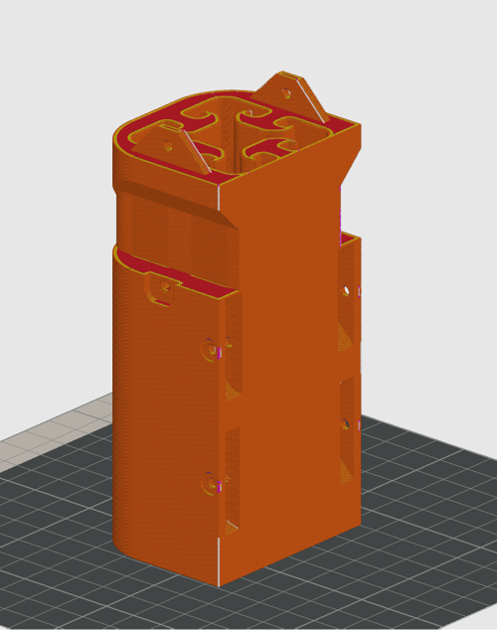 | Recommended: PETG, PET, ABS, ASA, PET-CF Not recommended: PLA, Nylon (PA) due to material creep | |
| Main_body | 1 | 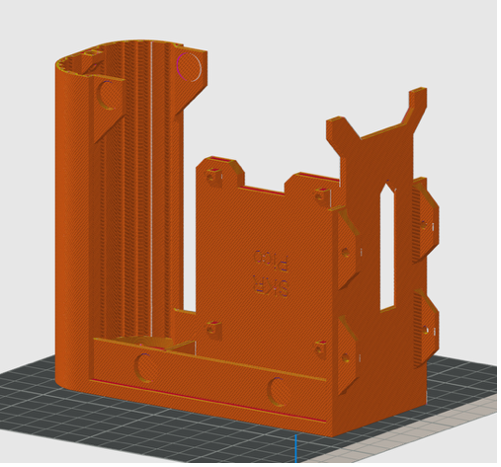 | Recommended: PETG, PET, PET-CF With caution: ABS, ASA due to warping Not recommended: PLA due to low heat resistance. Nylon (PA) due to warping and material creep. | Avoid filaments with conductive fill materials. Take care when mounting electronics to prevent direct contact of pins to the enclosure, e.g. using Kapton tape behind circuit boards. Due to the size of the part, avoid warp-prone filaments unless printing in an enclosed heated chamber. |
| Buck_mount | 1 | 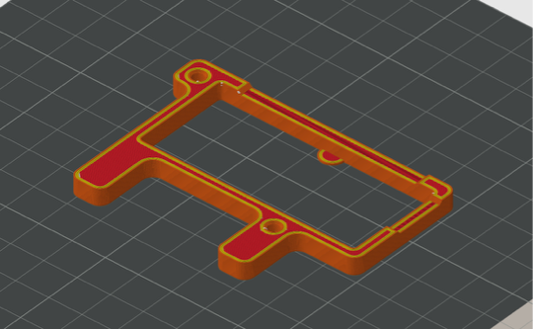 | Recommended: PETG, PET, ABS, ASA, PET-CF Not Recommended:PLA due to low heat resistance (proximity to buck converter). | Avoid filaments with conductive fill materials. |
| Top_Cover | 1 | 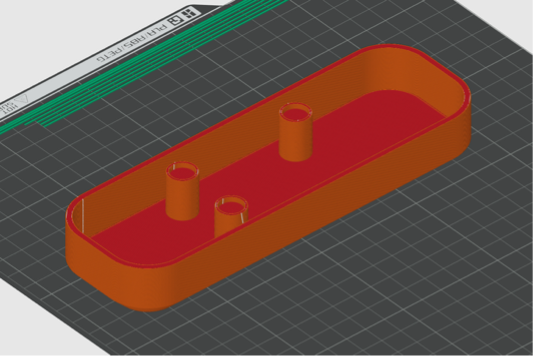 | Recommended: PETG, PET, PET-CF, PLA, ASA, ABS, Nylon (PA) | |
| Electronics_Cover | 2 | 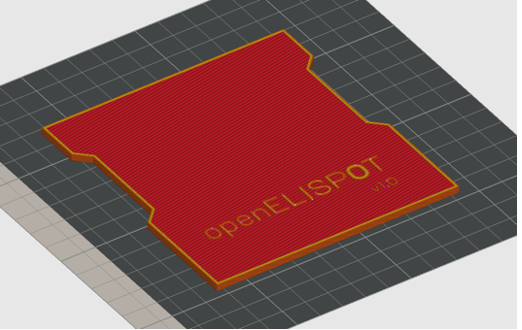 | Recommended: PETG, PET, PET-CF, PLA With caution: ABS, ASA, Nylon (PA) due to warping | Logo can be printed in a contrasting colour on a toolchanger, or by using filament swap or pause macros during the print on single nozzle printers. |
| Light_mount | 1 | 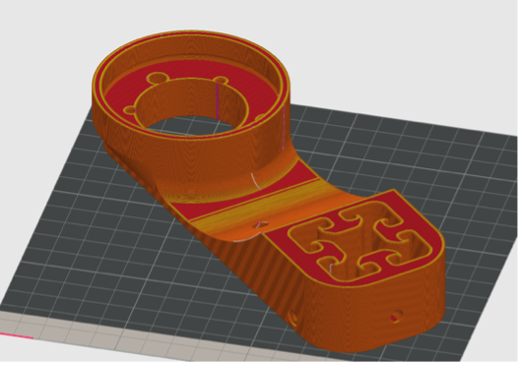 | Recommended: PETG, PET, PET-CF, PLA With caution: ABS, ASA, Nylon (PA) due to warping | |
| Neopixel_holder_0mm_offset | 1 | 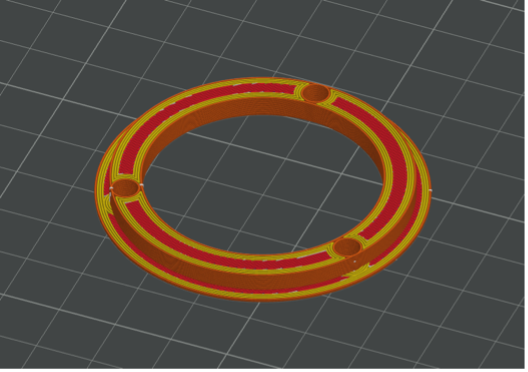 | Recommended: PETG, PET, ASA, ABS Not recommended: PLA due to low temperature resistance | Any colour will be suitable (LEDs don’t shine through the printed part) |
| Cable_management_DC | 1 | 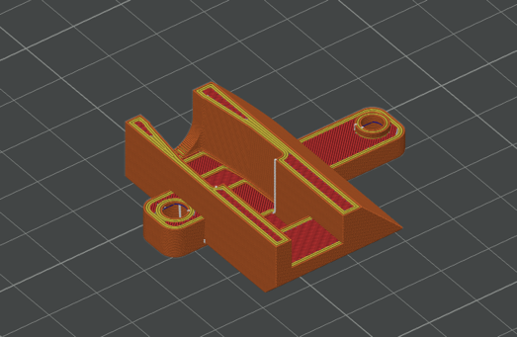 | Recommended: PETG, PET, PET-CF, PLA, ASA, ABS, Nylon (PA) | Avoid filaments with conductive fill materials. |
| Cable_management_output | 1 | 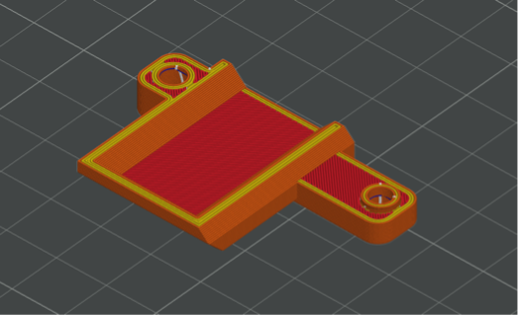 | Recommended: PETG, PET, ABS, ASA, PET-CF With caution: PLA, Nylon (PA) due to material creep | |
| Base_corner | 4 | 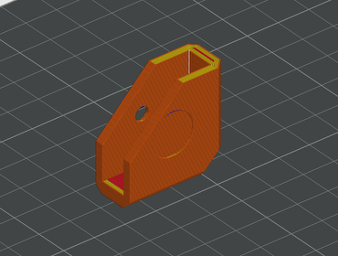 | Recommended: PETG, PET, PET-CF, PLA, ASA, ABS, Nylon (PA) | |
| Microswitch_mount | 2 |  | Recommended: PETG, PET, PET-CF, PLA, ASA, ABS, Nylon (PA) |
